































 Previous Post
Previous Post



Industrial sorting machines are becoming increasingly advanced, driven by the demand for higher accuracy, faster throughput, and automation in recycling and manufacturing processes. A critical technology powering this transformation is hyperspectral imaging. For machine builders and OEMs, integrating hyperspectral cameras into sorting machines requires careful planning, precise engineering, and a deep understanding of both hardware and software requirements.
In this guide, we explain how machine builders successfully integrate hyperspectral cameras into their systems, the best practices for achieving high performance, and the common challenges to avoid.
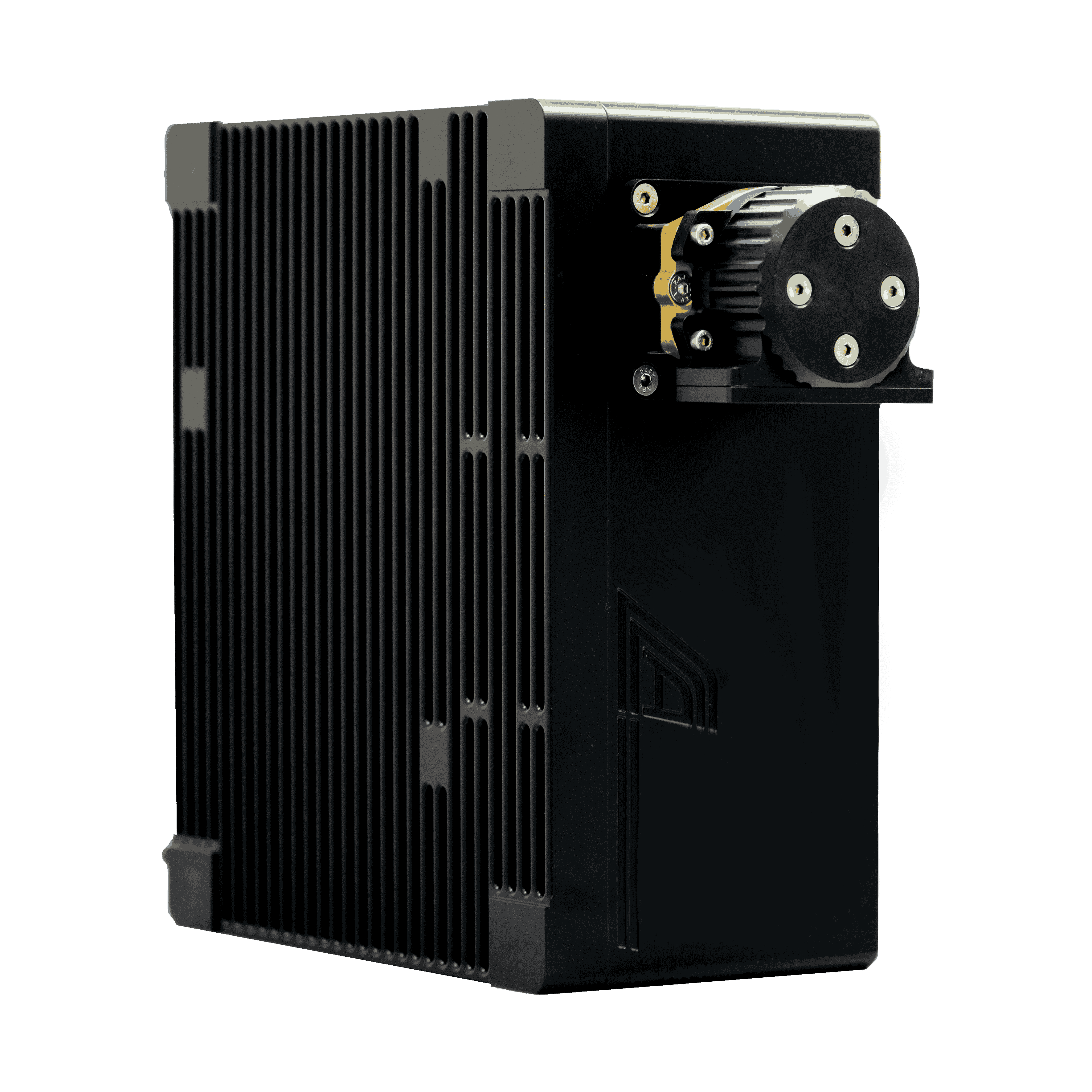
Hyperspectral cameras capture images across multiple wavelengths of light, far beyond the visible spectrum (VIS). These cameras often operate in NIR (Near-Infrared) or SWIR (Short-Wave Infrared) ranges, allowing detection of chemical composition, moisture content, and material type.
For sorting applications, hyperspectral cameras are ideal for:
By integrating these cameras, machine builders enable real-time, non-contact material analysis on conveyor belts and production lines.
Selecting the right hyperspectral camera depends on:
Machine builders must match camera specifications to material type, conveyor speed, and sorting goals.
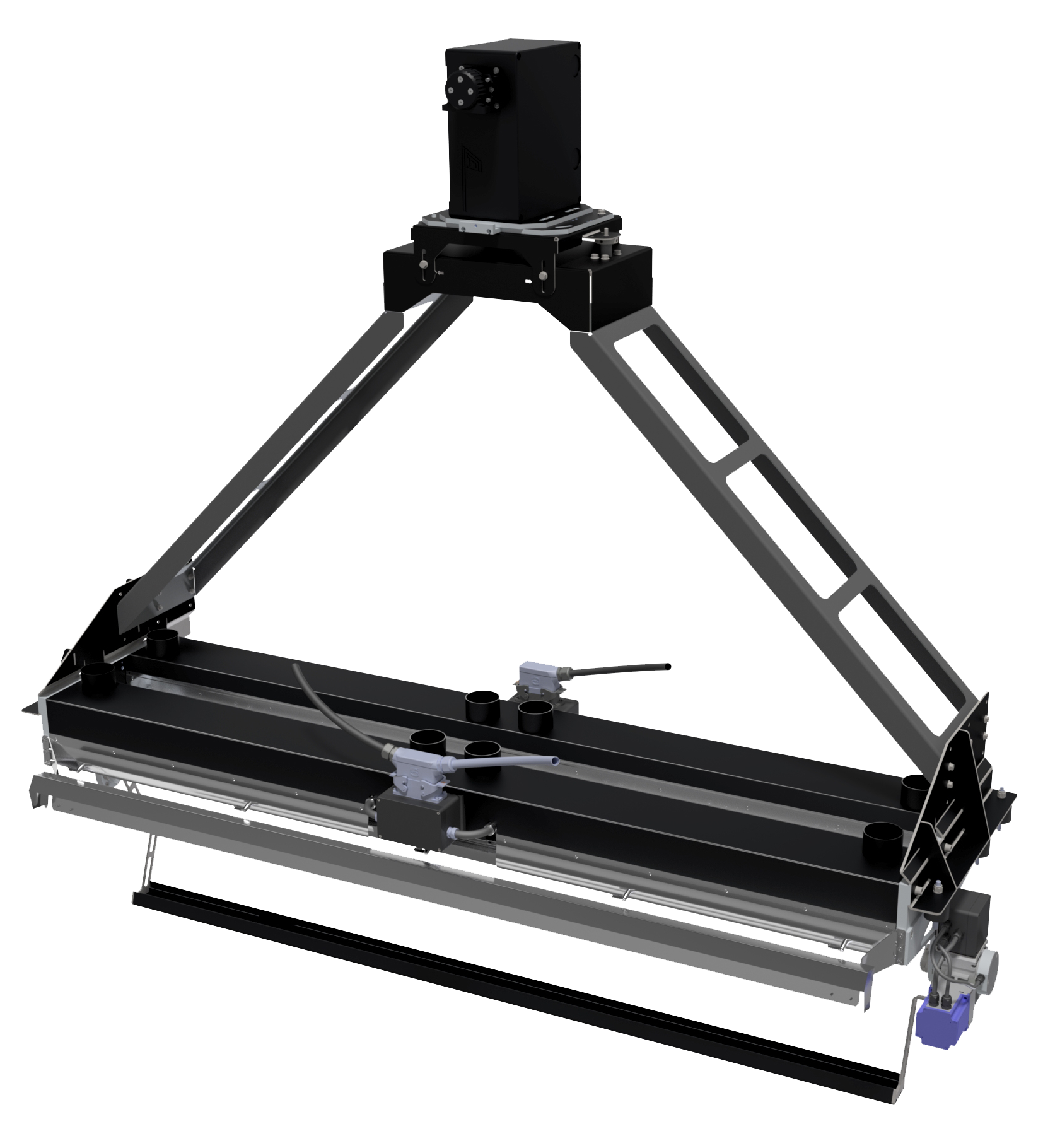
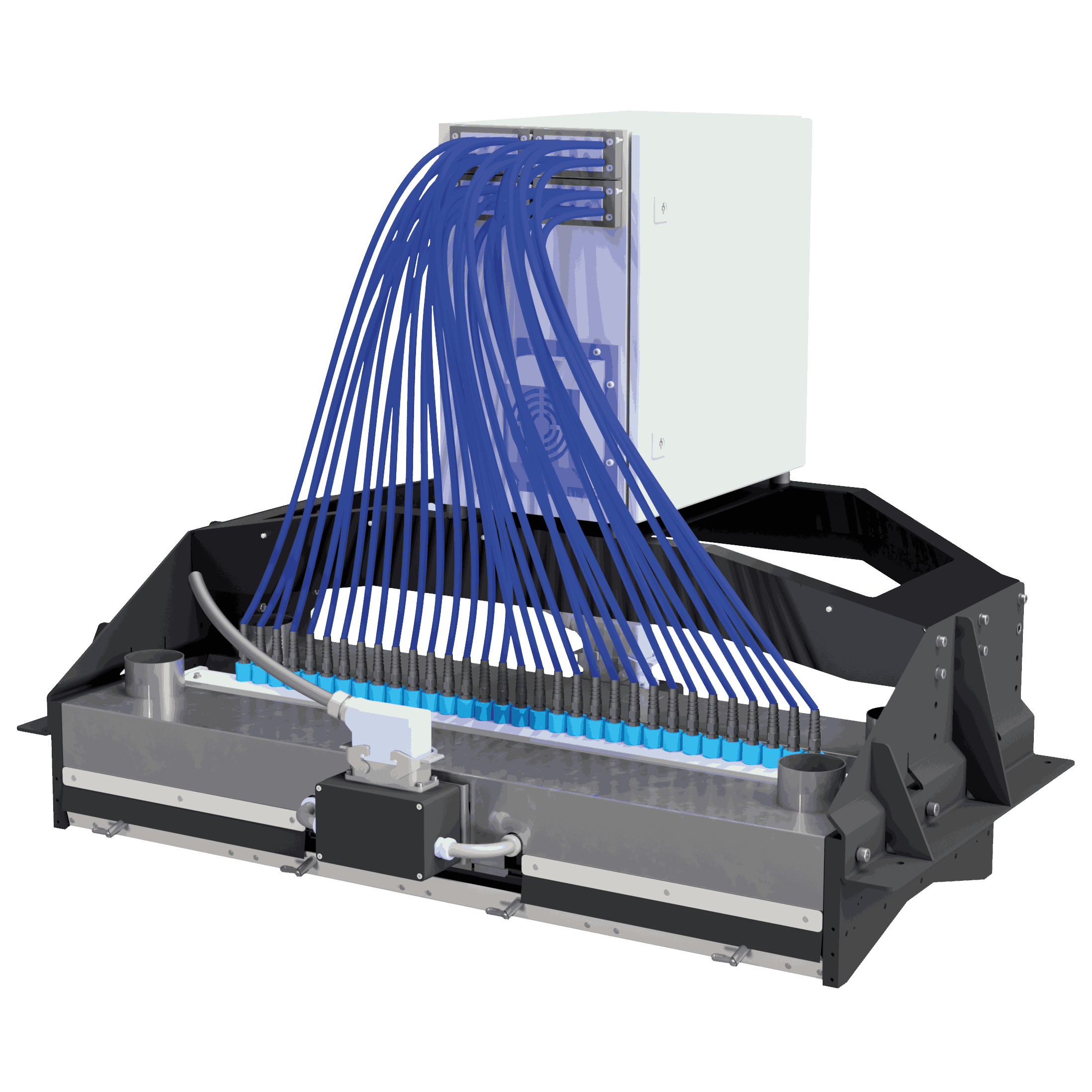
A successful integration requires precision alignment and stable mounting:
Optional integration of RGB line scan cameras can improve spatial detection and complement hyperspectral data for higher sorting accuracy.
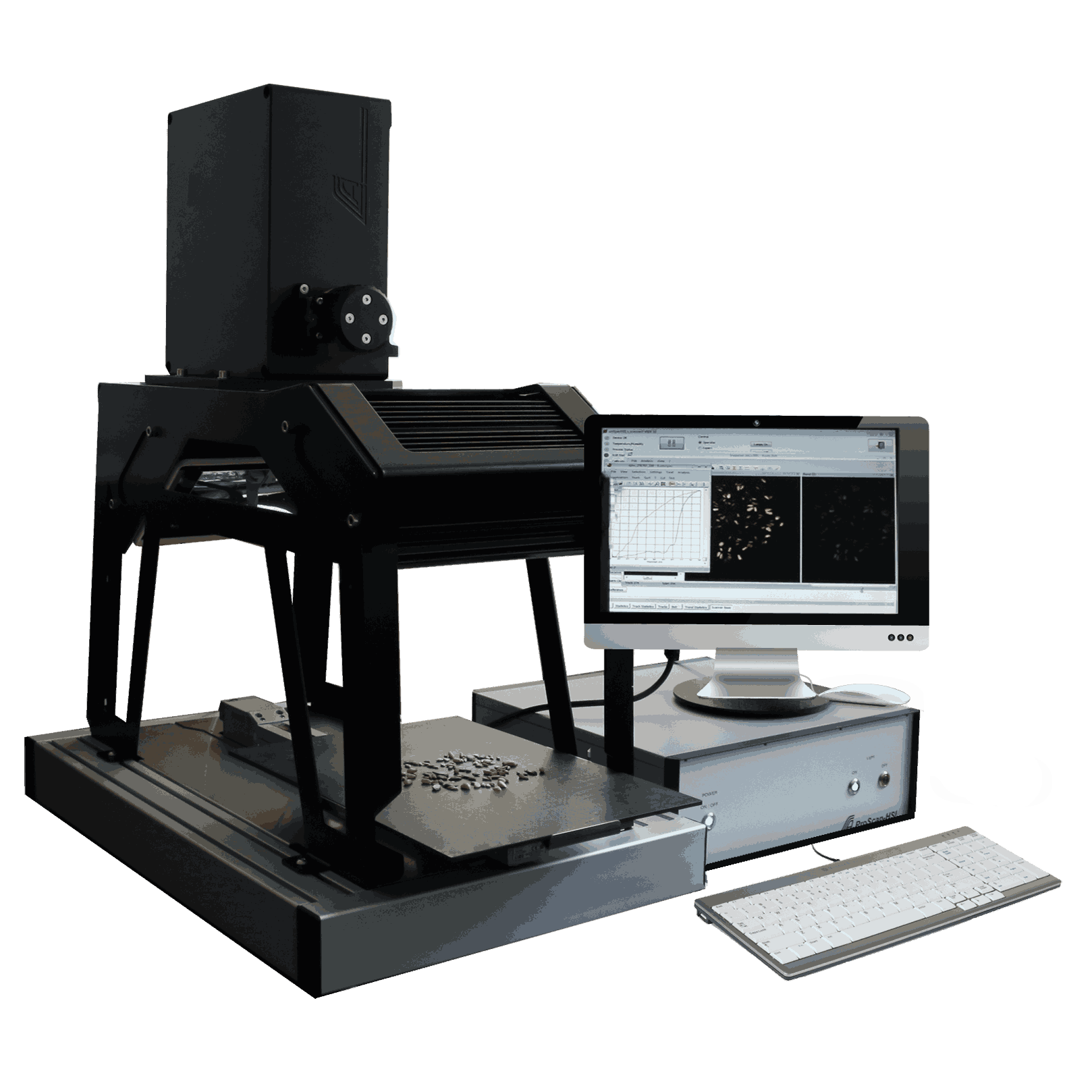
Hyperspectral cameras generate massive data streams that require real-time processing and analysis. Machine builders typically integrate the camera software with:
Modern hyperspectral camera software offers:
This integration allows operators to control sorting machines efficiently and make data-driven adjustments in real-time.
Machine builders must ensure seamless power and data connectivity:
This ensures high-speed, continuous operation in 24/7 industrial environments.
Before deployment, testing is critical:
Challenges:
Best Practices:
Integrating hyperspectral cameras into sorting machines requires careful selection, precise mechanical setup, seamless software integration, and rigorous testing. For machine builders, the result is highly accurate, high-throughput, and reliable sorting machines that improve efficiency and sustainability in recycling and manufacturing applications.
By following these best practices, OEMs and integrators can leverage the power of hyperspectral imaging to deliver superior industrial sorting solutions.
Call to Action:
Ready to integrate hyperspectral cameras into your sorting machines? Request more information about LLA’s KUSTA-System today.


Justus-von-Liebig
Straße 9/11
12489 Berlin
Germany